Автоматска машина за преса на ротирачки таблети со голема брзина од серијата GZPK




Систем за компресија на таблети
Системот за компресија спроведува процес кој се состои од два чекори, односно преткомпресија и главна компресија.Дизајнот на компактната структура обезбедува долго време на компресија, стабилна работа и без деформација при големо оптоварување, што значително ја обезбедува точноста на тежината на таблетот и цврстината на таблетот за време на процесот на компресирање на големи таблети, истовремено гарантирајќи непречено работење и ниско ниво на бучава на машината.
Систем за хранење
Конфигурацијата на фидер со двојно лопатка игра важна улога во прецизното контролирање на тежината на секоја таблета, обезбедува оптимално полнење на прашокот до отворот на матрицата, елиминирајќи ги проблемите како што се недоволното полнење на производите што течат слободно, прекумерната прашина и вкрстената контаминација кои најчесто се се јавува во обична машина за компресија на таблети.Овој систем за хранење се карактеризира со висока прецизност и лесен за расклопување.


Удар бедем
Таблетната преса со висока прецизност е направена од материјали отпорни на корозија, обезбедувајќи одлична заштита од 'рѓа и корозија.
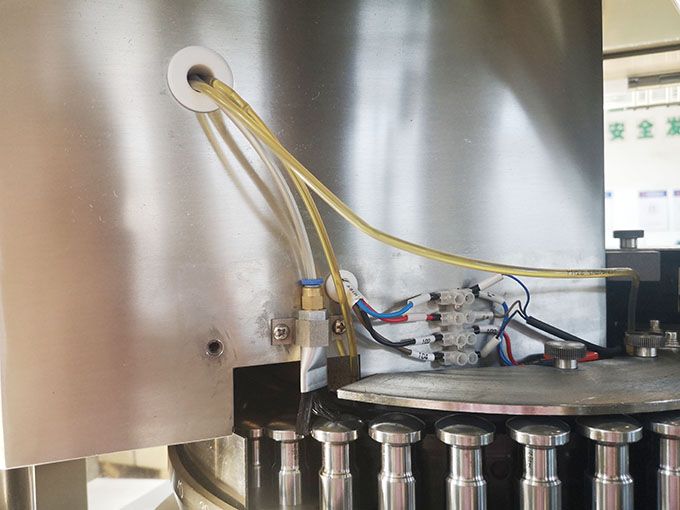
Автоматски систем за подмачкување
Три комплети автоматски централизиран систем за подмачкување се опремени со централна пумпа за подмачкување и дистрибутивни вентили за да се обезбеди целосно подмачкување на ударите, валјаците за водење и компресија, притоа штитејќи ги таблетите од контаминирање со прскање масло.
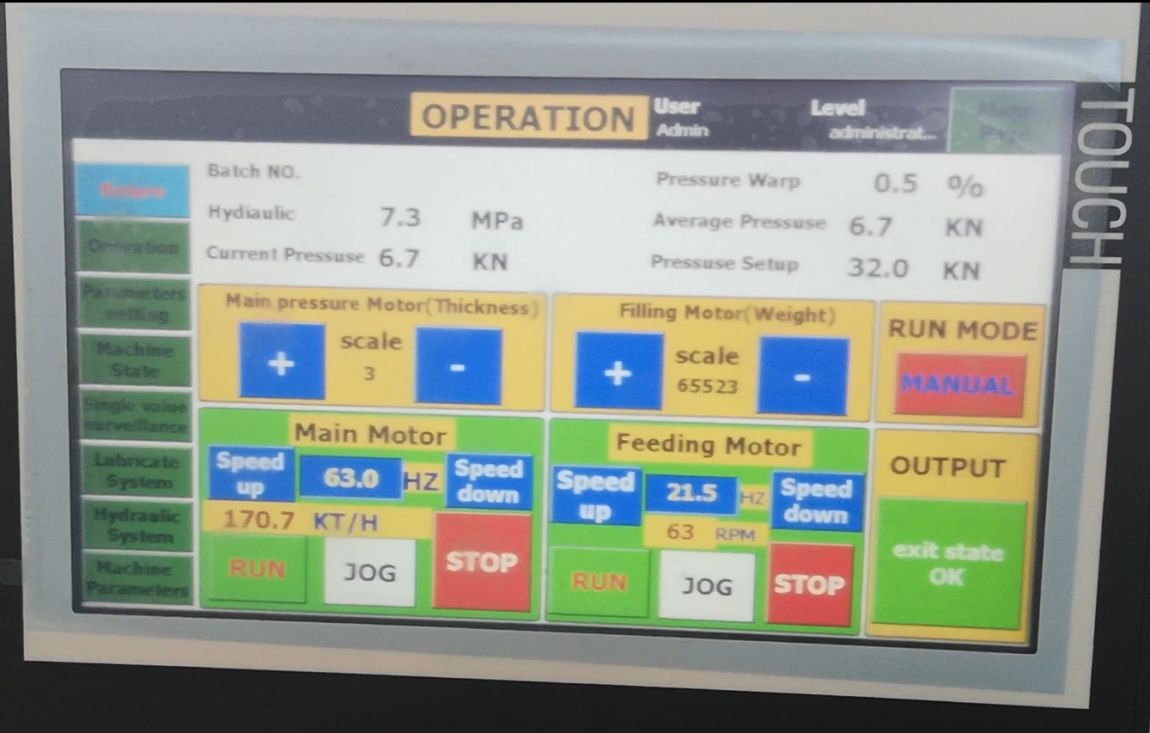
Интерфејс човек-машина (HMI)
Интерфејсот човек-машина (HMI) го усвојува Сименс 10-инчниот екран на допир во боја за прикажување на длабочината на полнење, работниот притисок, дебелината на таблетот и другите производствени параметри, овозможувајќи му на операторот лесно да ја контролира машината.
Увезените сензори и засилувачи на сила на Tedea-Huntleigh со висока прецизност се користат во системот за сензори за притисок и пренос за да се изврши следење и анализа на силата во реално време, овозможувајќи автоматско прилагодување на длабочината на полнење на прав и постигнување автоматска контрола на процесот на таблетирање.Дополнително, многуте варијабли како што се оштетувањето на алатот и статусот на хранење во прав исто така се следат во реално време, со што се максимизира заштитата, се зголемува стапката на квалификација, како и значително се намалуваат трошоците за производство.
| Модел GZPK | 26 | 32 | 40 | |
| Бр. на станицата | 26 | 32 | 40 | |
| Капацитет (таблети/ч) | Макс. | 160000 | 210000 | 260000 |
| мин. | 30000 | 30000 | 30000 | |
| Брзина на ротација (вртежи во минута) | Макс. | 102 | 105 | 105 |
| мин. | 11 вртежи во мин | 11 вртежи во мин | 11 вртежи во мин | |
| Максимален дијаметар на таблетот | φ25 | φ16 | φ13 | |
| Главен притисок | 80 KN | 80 KN | 100 KN | |
| Пред-притисок | 20 KN | 20 KN | 20 KN | |
| Макс.Длабочина на превртување | 20 мм | 16 мм | 16 мм | |
| Дија.на матрицата (мм) | 38.1 | 30.16 | 24.01 | |
| Должина на удар | 133,6 мм | 133,6 мм | 133,6 мм | |
| Моќ на главниот мотор | 11 KW | 7,5 KW | 7,5 KW | |
| Димензија | 930 (+ 438) * 850 (+ 438) * 1945 година | |||